LPG Gas cylinder belongs to the transportable refillable welded steel cylinder, Is a wide range of special equipment. Application in-home cooking, hotel cooking, barbecue. from now on, many people familiar with Manufacturing of LPG cylinder
However, many key manufacturing processes affect the quality and safety of LPG Cylinder
This blog introduces in detail the production process and safety control of LPG cylinders. By reading this article, you will gain a deeper understanding of the LPG cylinder process. To help you choose your cylinders rationally.
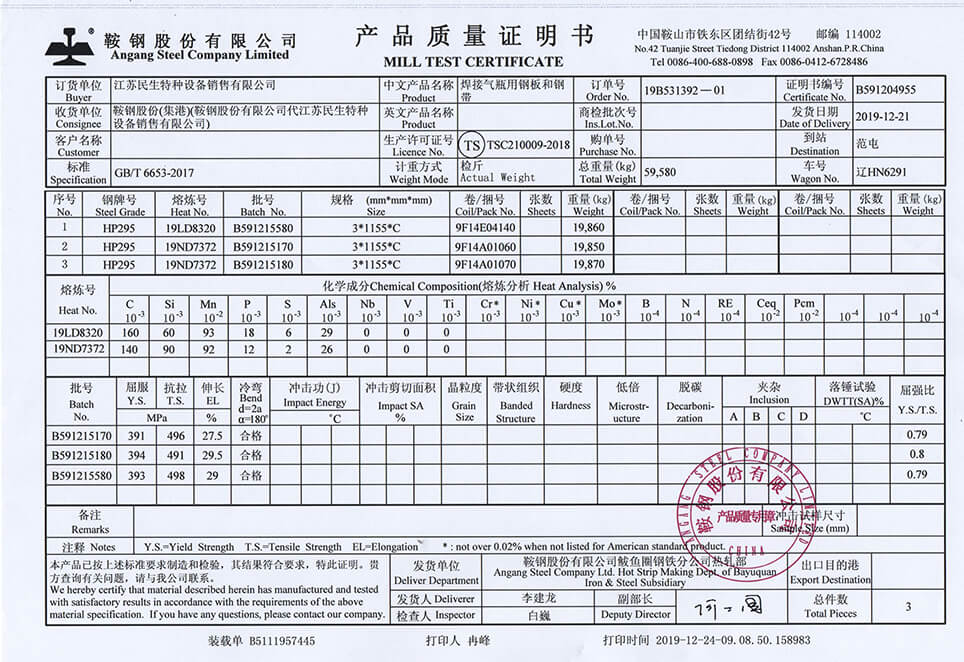
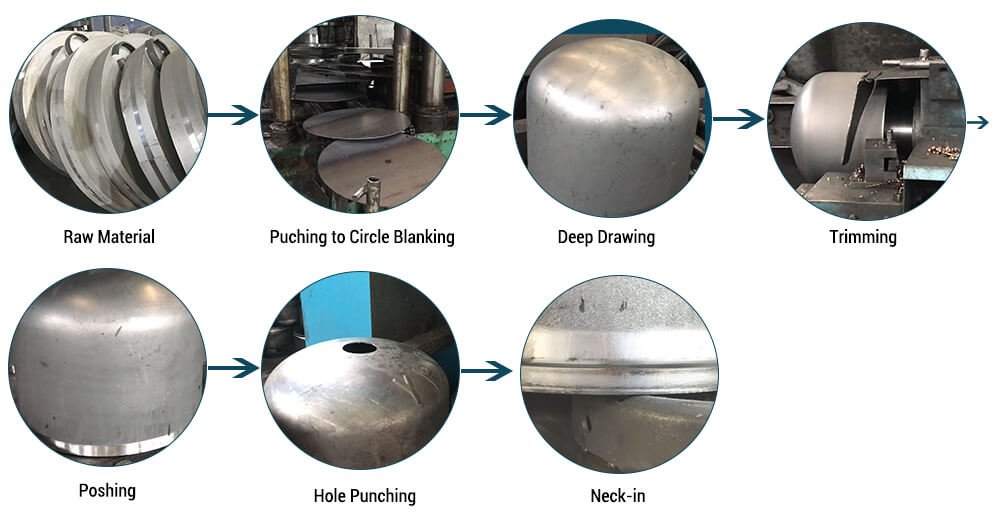
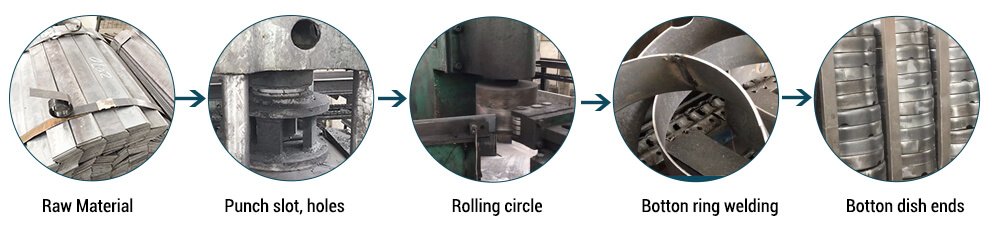
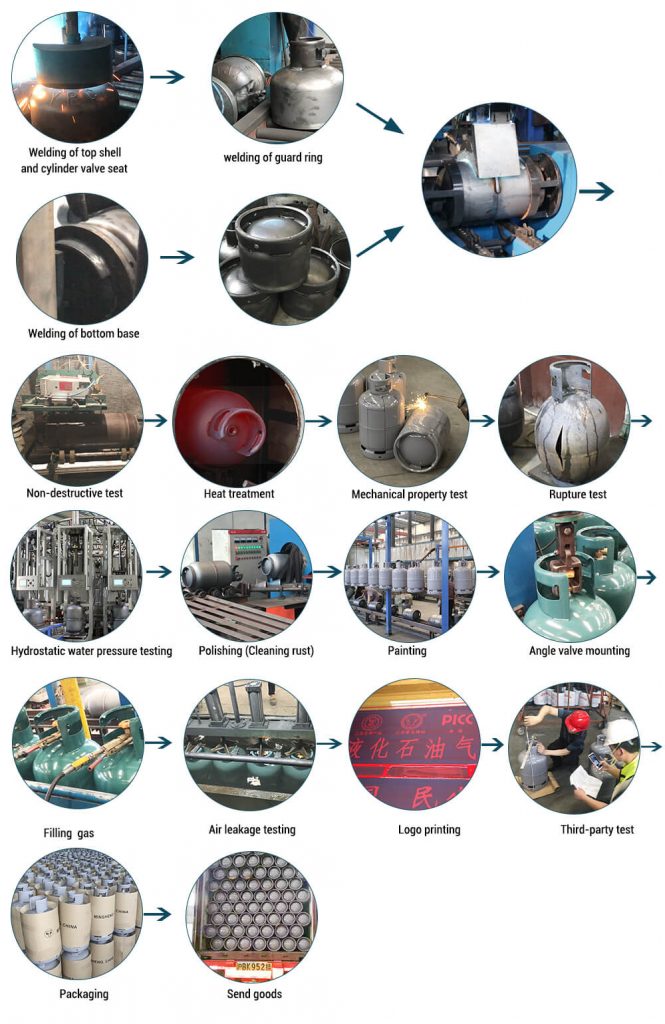
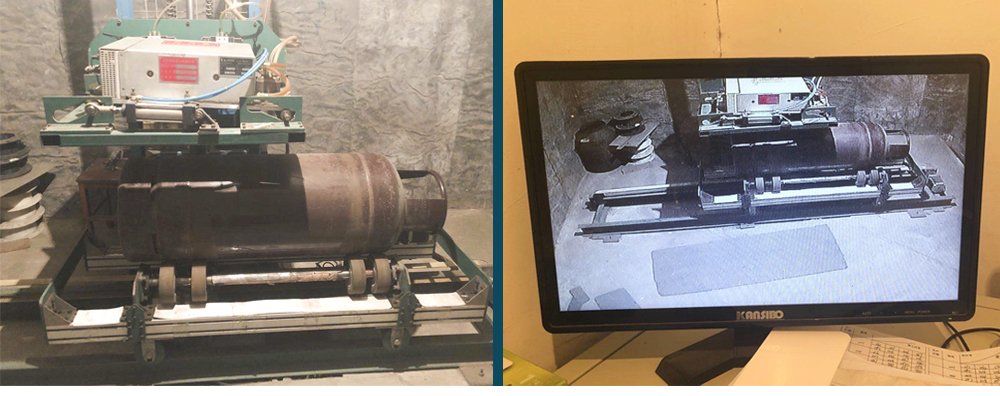
Minsheng has a continuous automatic gas cylinder production line. The following will show you our main LPG cylinder manufacturing process. And explaining the key processes and testing requirements. help you in the factory inspection.

Firstly lets check lpg cylinder manufacturing process what you can seach. Can you understant it clearly?
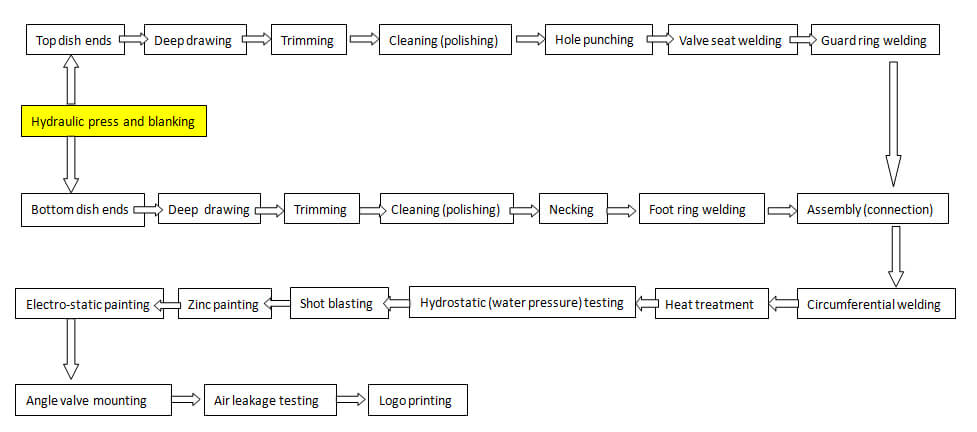
Minsheng has continuous automotic gas cylinder production line.
The follwing we will show you our main production process of liquefied gas cylinders.
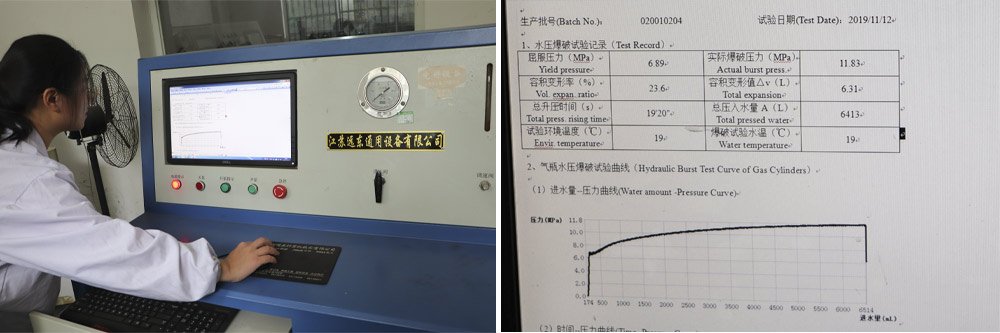
Most importantly, explaining the key processes and testing requirements. help you in the factory inspection.